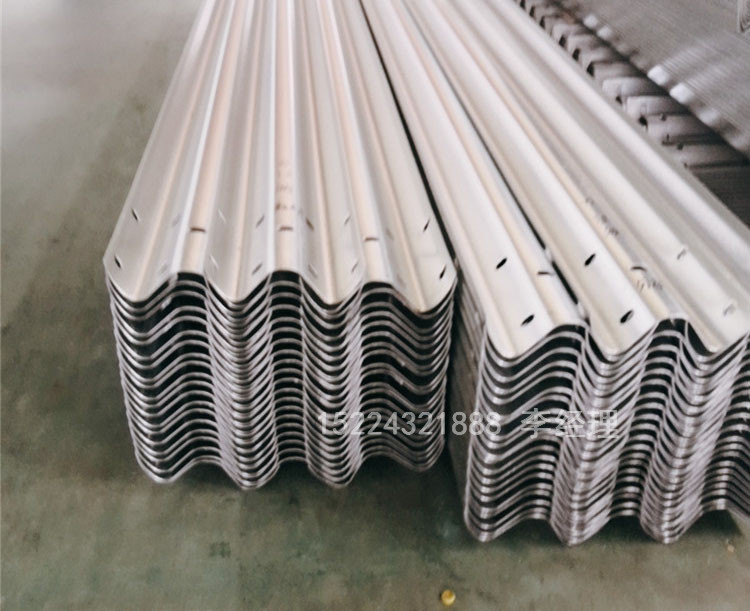
泊頭談?wù)?a href="http://www.gzlnart.com" title="http://www.gzlnart.com" target="_blank" class="sitelink">護欄板熱浸鍍鋁后的工藝流程
工藝流程為:脫脂→除銹→預(yù)處理→鹽浴→熱浸鋁→清洗→修正檢驗→包裝出廠
①脫脂; 可采取低溫加熱脫脂、 堿液清洗脫脂或有機溶劑清洗脫脂等方法進行。本工藝采用堿洗脫脂方法,可以清除油脂、 蠟、 金屬顆粒、 粉塵等。
②除銹; 可采取機械除銹或化學(xué)除銹方法進行。可采用酸洗除銹工藝,即用 6%~15%的硫酸溶液, 溫度 60~80℃;或用 8%~12%鹽酸溶液,溫度 38~41℃。本工藝采用后者, 浸注 5min, 加適量緩蝕劑。
③預(yù)處理;經(jīng)脫脂除銹并清洗干凈的工件在進入鋁浴之前必須進行預(yù)處理。其目的在于保護工件在酸洗后形成的活性表面,并在熱浸鍍時迅速裸露在鋁浴中, 強烈地吸收鋁原子。表面預(yù)處理的質(zhì)量直接影響到鍍鋁層組織的連續(xù)性、 鍍層厚度及外表質(zhì)量。預(yù)處理的主要方法有水溶液法、 熔融鹽法或氣體法。本工藝采用水溶液法, 即采用水溶液或用工業(yè)鹽酸加鋅塊配制。工件浸入液槽后,表面即析出 ZnCl2 晶體, 烘干后發(fā)亮,起到防銹作用。當(dāng)工件進人鋁液中時,受熱分解、 揮發(fā),恢復(fù)工件活性表面,保證鍍鋁質(zhì)量。
④鹽浴; 鹽浴的關(guān)鍵技術(shù)是熔鹽的配方和溫度。文獻中提出的熔劑配方很多,但對其作用原理的研究仍不夠充分。實際生產(chǎn)中常 憑經(jīng)驗來選擇鹽類組合物的組成。我們經(jīng)過多次試驗選用的熔劑配方由 NaCl、 KCl、 ZnCl2、 NaF 組成。 這些鹵化物鹽類的配合主要是為了使混合鹽的熔點降到鍍鋁溫度以下,以確保熔鹽在鍍鋁溫度下有良好的流動性。鍍鋁時熔劑與熔 融鋁發(fā)生反應(yīng)形成界面活性產(chǎn)物, 如次氟化鋁、金屬鉀、鈉等, 前者以氣泡形式排出,從而有利于從鋼材表面清除氧化鐵膜。
⑤熱浸鋁;熱浸鋁的主要工藝要素有鋁浴化學(xué)成分、鋁浴溫度、 浸鋁時間、 出爐冷卻等。鋁浴溫度 為 730~780℃。
⑥清洗; 用低濃度的鹽酸、 硝酸、 氫氟酸、 磷酸等混合液清洗工件表面,以實現(xiàn)對鍍鋁層的鈍化、 上光等作業(yè)。
⑦檢驗;主要對工件鍍層的厚度、硬度、顯微組織、附著力、外觀 以及鹽霧、 耐熱、 耐蝕恒溫恒濕等環(huán)境適應(yīng)性能進行檢驗,以保證產(chǎn)品質(zhì)量。經(jīng)過上述處理的護欄板再經(jīng)各種檢驗方法檢驗合格后即為合格的護欄產(chǎn)品,即可運至高速公路施工現(xiàn)場進行安裝。